SUSTAINABILITY
More Then
75,000
Farmers Engaged Annually
50
Million
Saplings Distributed Annually
500,000
Acres
planted
JKPL’S
UNITS
Are Certified for FSC® COC/CW AND FSC® FM


Widest range of cut size premium quality Office & Copier Paper made by using fiber obtained from Social Farm Forestry and designed for high end versatile printing and copying applications.
Know More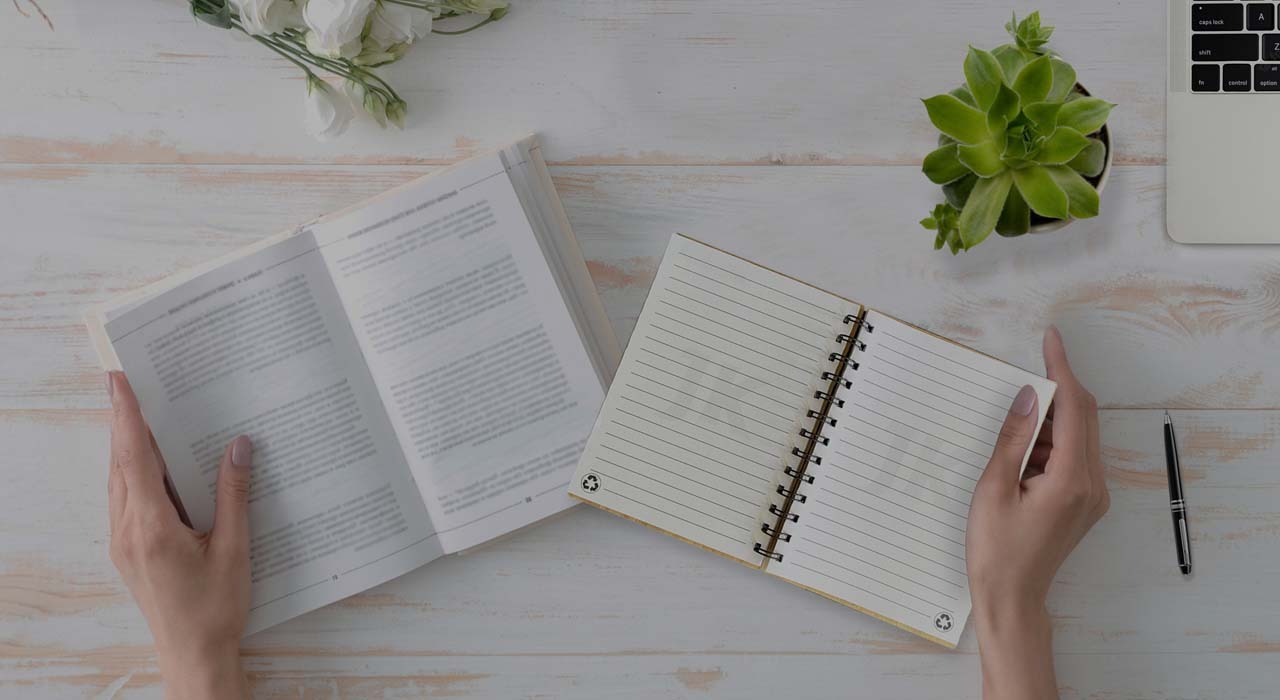
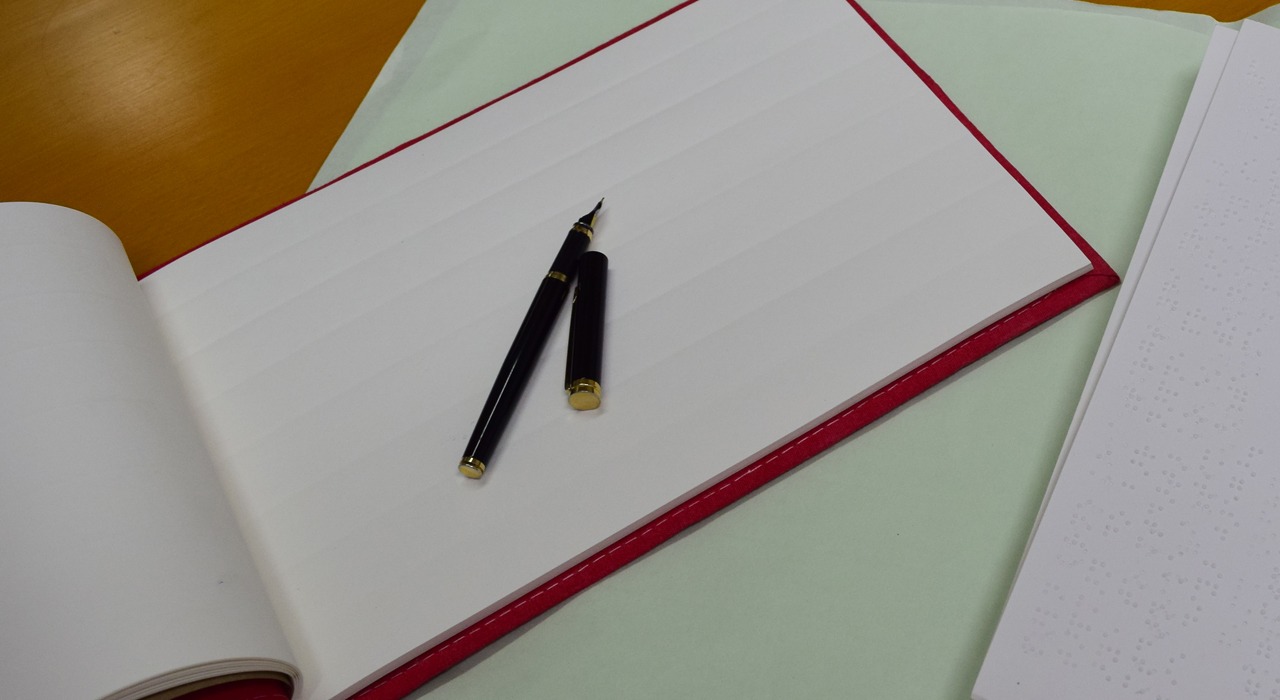
Wide range of Uncoated Writing and Printing Paper used to produce varied stationery products such as notebooks, books, envelopes, drawing & sketching sheet etc. available in standard and custom sizes. The Paper is made from the pulp obtained from Social Farm Forestry program.
Know More
Wide range of high end sustainable packaging solutions for variety of industry applications like Pharma, Food & Beverages and FMCG. Our products are superior by design and sustainable for nature.
Know More
Presenting range of Coated Papers & Boards for creating new benchmarks of excellence in colour printing. Now you can imagine the world of colours and see it come alive.
Know More